激光焊接缝强度检侧原理
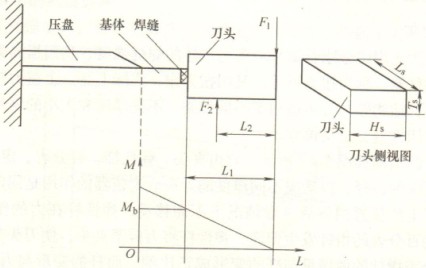
激光焊接金刚石圆锯片焊缝强度一般采用专用检测仪加以检侧,在检测过程中刀头及焊缝的受力和受弯情况如图所示,可以近似地将其看成是以基体厚度,与刀头高度为边长的矩形梁。由于刀头厚度经常变化,而且实际的焊缝面积以基体厚度来确定的,所以这里的刀头抗弯截面模量以基体的厚度E代替刀头的厚度Ts,所以刀头的抗弯截面模量Wz可以写为Wz=E2XLs/6
激光焊缝在检侧过程中所受的最大弯曲正应力发生在弯矩为Mmax的横截面上离中心轴最远处,即焊缝的表面必须大于或等于不掉刀头时的最小弯曲正应力。
不掉刀头时的最小弯曲正应力由大量的切割试验来确定,它既要保证实际切割时的强度,即要保证切割时不掉刀头,又要小于弯曲许用应力,以免造成内伤和不必要的废品损失。