
激光焊过程检测
利用各种传感器对橄光焊过程中产生的等离子体进行检侧是常用和有效的方法,如图4-51所示。根据枪侧信号的不同,激光焊质量检侧主要包括以下几个方面。
1.光值号性侧
检侧对象主要是焊接过程中等离子体的紫外线、可见光和红外线。
(1)紫外线UV ( Ultraviolet)和可见光VL(Viaible Light)在激光深熔焊接过程中,高能密度激光作用于被焊材料后使其迅速大量蒸发,从小孔中喷射出的金属蒸气进一步吸收激光能址而电离.从而产生等离子体。光致等离子体是激光深熔焊接过程中在高能且密度激光束作用下伴随小孔同时存在的不可道免的量要物理现象.又是影响焊接质量的重要因家,伴随着等离子体的产生会有强烈的萦外线和可见光.
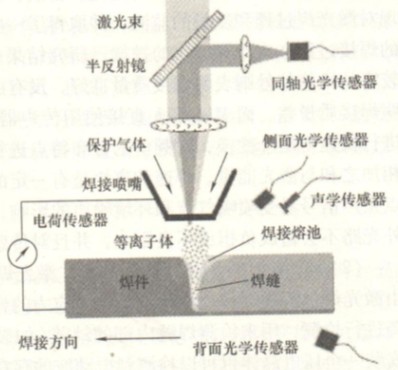
图a-31 激光焊过程枪侧原理示意图
对这两种波段光辐射的检侧与分析是了解等离子体状态的重要手段。研究表明.一定波长的等离子体光辐射强度与被焊物质蒸发量、等离子体温度和长度等有关.它的检侧是焊接质址监侧的重要手段,对等离子体紫外辐射或可见光辐射信号的检测与分析可以用来监侧等离子体与小孔的波动情况,是目前应用较为广泛的一种监侧激光焊过程和质量的检侧手段。
(2)红外辐射IR( Infrared Radiation)一般认为,焊接过程中的红外辐射信号主要来于熔池,焊接熔池由退度接近沸点的液态金属组成.其辐射主要是热辐射,由普朗克公式可知辐射谱主要落在近红外波段。根据黑体辐射定律,红外信号的强度决定于熔池的沮度分布和表面积,而熔池温度分布和表面积又决定着未来焊缝的形状。研究表明,对熔池红外信号的检侧与分析可以对焊缝成形、熔深、熔池冷却速度以及表面缺陷等情况进行监侧。
从检侧装置的安装来看,主要包括与激光束同轴的直视检侧、侧面检侧和背面检侧。使用的传感器主要有光敏二极管、光电池、CCD和高速摄像机,以及光谱分析仪等。
2.声音信号检侧
检侧对象主要为焊接过程中等离子体的声振荡和声发射。
(1)可听声信号AS(Audible Sound)当激光担存小石材
一种特定频段可听的声音,当由于某种原因使得激光深熔焊不能进行或在传导焊时,该特征可听声俏号降低或消失。一般认为这种声信号是由金属燕气及等离子体从小孔中喷射出来时的压力波所造成的。该信号与等离子体、小孔及熔池的行为密不可分,能够反映焊接过程的变化。目前.已有诸多研究通过检测可听声信号以实现对激光焊过程和质最的监测,并取得了一些有益的结果,但缺乏对声信号所反映的焊接过程本质作深层次的挖焊。研究结果表明,声音信号在4. 5kH:处出现带宽较窄的峰值信号则表明焊接质盆良好,没有此峰位,并且整个颇清强度都很低则表明焊接质址差。而Mao等人直接使用传声签侧盆焊接过程中的声音信号,对信号进行快速傅里叶变换.对频谱的分布特点进行了研究,发现绷潜中所有频率分量的相加之和与激光能址、辉速和离焦盆有一定的关系。用可听声作为被检洲参盆的缺点是声信号易受喷嘴气流和环境噪声的形响,其优点是信号拾取容易,对焊接头和外光路不会造成负担或不良影响,并且对传感器装夹的方向、距离等不敏感。
(2)超声波信号US(Ultrasonic)激光焊过程中存在三种超声波信号:一种是由激光焊过程中焊件上及其他结构中应力的释放产生的,可用盆于焊件上的压电陶瓷进行检侧。用来梭侧焊缝内部的缺陷(如裂纹等);在激光器的反射导向镜后面安装一个压电品体也可以检侧到振动波的存在,这是由于各种辐射人射到镜面造成的热振动而引起的.研究表明该超声波信号主要是由从熔池反射回来的辐射(反射激光及熔池和等离子体辐射)的波动所产生的,因而对小孔是否形成与熔池的变化非常敏感;与此相对应.AN(Acoustic Nozzle)是将爪电晶体安装在与人射激光同轴的喷嘴上,它主要检测焊接时的激光与材料作用过程中所产生的压力波。它与小孔的形成及等离子体振荡特性有关。超声波声发射信号频率很高,信号微弱而庞杂
须由放置在焊件、激光器输出窗口或邻近加工区的金属板上的压电传感器进行探 测,这种传感器需要与焊件或激光器输出窗口紧密耦合,属接触式传感器,同时对 超声波信号的采集与分析需要更快的采集速度、更多的电子滤波器和信号调制器, 成本很高且容易受到干扰。
传统的超声波传感器需要与焊件直接接触因而实际使用中非常不便,电磁声学 传感器EMAT( Electron agnetic Acoustic Transducer)是一种非接触的超声波传感器,由发射器和接收器组成,发射器同时发射出两路超声波信号,一路作为标准参考信 号,另一路用来对焊缝内部进行探测,接收器同时接收标准参考信号和从焊缝反射 回来的超声信号,将两路信号进行比较分析可以检测出焊缝内部的裂纹、气孔等缺 陷。这种检测方法成本高,对检测人员的素质也有较高的要求,目前的相关报道与 应用都很少。
3.等离子体电荷信号检测
等离子体电荷信号检测检测对象为焊接喷嘴和焊件表面等离子体的电荷。利用光电传感器检测激光焊过程中等离子体光辐射强度的变化是激光焊过程监 测与控制的重要方法之一。国内外研究表明,利用光电传感器可以自动检测出焊接 过程中因激光功率、焊接速度、焦点位置、喷嘴至焊件表面距离、对接间隙等工艺 条件的波动引起的焊缝熔深和成形质量的变化,不仅可以诊断出诸如咬边、烧穿、驼峰等焊缝成形缺陷,而且在一定工艺条件下还可以检测焊缝内部质量,如气孔倾 向的严重程度等。
采用激光视觉传感器可以实时观察焊缝的成形质量,迅速及时诊断高速焊接中容易出现的咬边和气孔缺陷,同时可以在线测量焊缝的宽度变化。采用这种在线检 測方法替代手动检查,大大减少了返修率,提高了生产效率,降低了成本。例如, 在Nd: YAG焊接系统中,采用知十激光作为辅助光源照亮焊接区,在CCD前安装只允许Ar +激光通过的滤波片,就可以获得非常清晰的焊接熔池图像。该项技术在日本汽车制造领域已得到应用。