
激光焊接及相关技术的新进展
近年来,在激光装备与应用技术领域出现了两个令人瞩目的进展:一是以大功率光纤激光器为代表的激光焊接(切割)装备,凸显了激光加工的高效率、低运行成本和“现场化”的工业应用优势;二是新型、高强材料的出现,牵引和促进了各种激光复合焊接技术的研发,呈现了“一代材料”与“一代技术”的配套效应。这些都标志着一个激光技术应用新时期的到来。因此,了解快速发展中的激光技术,掌握各种激光器的特点和技术性能,对“光加工”在机械制造行业的推广应用有重要的现实意义。
一、激光器的功率与光束特性的工程意义
机械制造领域中的激光加工大多通过光与物质的相互作用而实现。激光器光束的波长、功率密度、时空等特性是决定光与物质相互耦合效率的重要参数。在工程应用意义上主要表现在输出功率和光束质量两个方面。
(1)激光器的输出功率是激光器加工能力的基本指标之一。目前,向工业界提供的CO2激光器功率达45kW;多棒串联的YAG激光器激光输出功率达6kW;半导体泵浦固体激光器的功率达4.4kW;二极管泵浦薄片式固体激光器单模块的输出功率达2kW,组合输出达8kW;尤其是输出功率高达10kW~50kW的光纤激光器已进入工业界应用。
表1是各类激光器的性能比较。
(2)光束质量是激光器的一项关键指标,其工程应用意义上的表征有三:一是对激光光斑能量时空分布稳定性的要求,直接关系焊接、切割加工的精度与一致性;二是对激光光束焦点前后能量集中的“有效范围”,直接关系中厚板的焊接、切割质量和机器人对复杂型面进行远程焊接或切割的效率与精度(见图1);三是关于激光光束的截面形状及其功率密度,直接关系加工的工艺性和适用性(见图2)。
光纤激光器在焦点前后的光束发散明显小于YAG激光器;深融焊接时焦点位置的影响前者优于后者。
图2 半导体激光器与Nd:YAG激光器光束特点
对于金属及其合金,一般,激光束的波长越短吸收率越高。但在深熔焊接模式下,波长对吸收率的影响可以忽略。因此,激光器的功率与光束特性限定了可能实现的加工方法、加工有效尺度以及最终加工质量。图3a是对激光器的功率、光束质量与加工方法关系的描述,表明了工业激光加工系统与通讯激光、医疗激光和军用激光系统的重要区别。图3b是激光光束的功率密度与材料作用时间的工程应用意义。

近10年来,激光加工装备在工业领域的应用现状与趋势为:
①CO2激光器是当前工业应用的主流;
②Nd:YAG激光比前者具有能量吸收率较高、采用光纤传输的优点,但在功率和运行成本方面受到限制;
③光纤激光器(HPFL)以其优良性能和对工业环境的适应性,与目前激光加工中常用的二氧化碳激光器(CO2)、光泵YAG(LP-YAG)、半导体泵浦YAG激光器相比拥有较大优势;
④半导体激光器已在材料的表面加工(如熔覆、强化、热处理等)应用中独具特色。后两者(如图4)将在许多激光加工中,包括切割、焊接、热处理以至激光打标、雕刻、精密打孔等,表现出重量轻、体积较小、操作简易、便携灵巧等很强的工业适用能力,特别是能满足以往难以做到的现场“原位”的加工需求,为大型设备或部件的快速修复与再制造提供了工程可行性。

图4 激光器的便携盒小型化
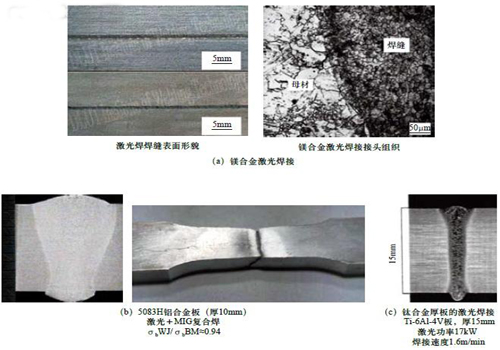
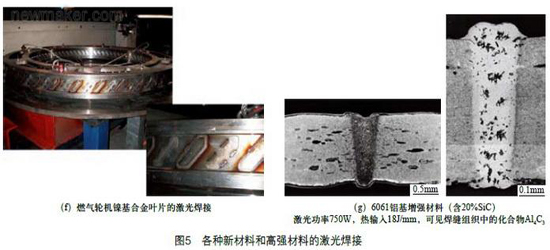
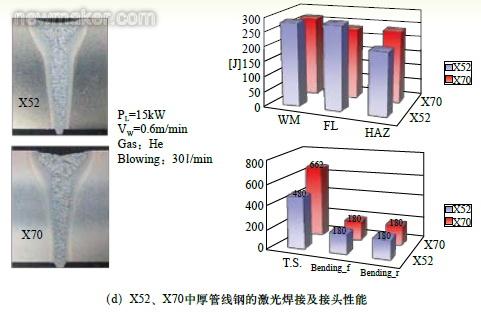
1.各种新材料和高强材料的焊接
如镁合金、铝合金、钛合金、X52、X70中厚管线钢、高强钢、镍基合金、耐热钢以及复合材料等的焊接(见图5)。
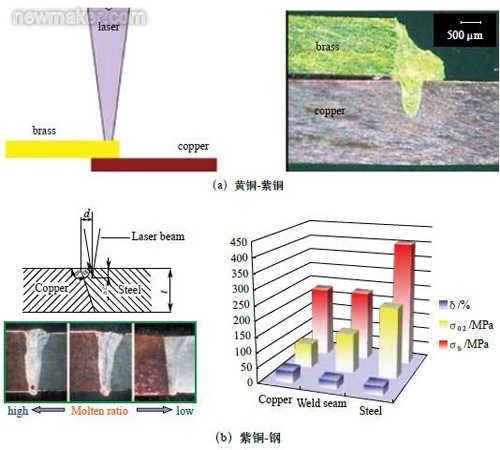
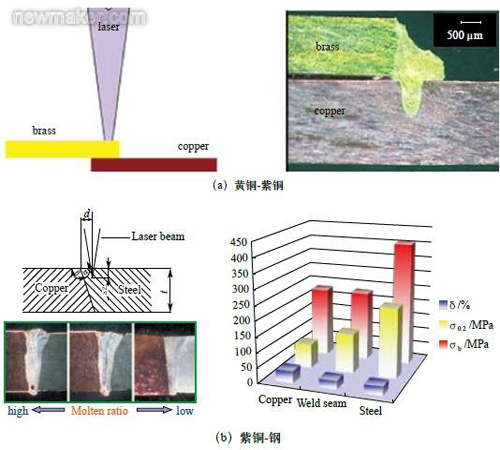
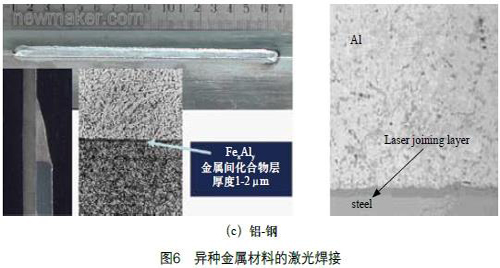
2.基于激光的异种金属材料焊接
黄铜-紫铜、铜-钢、铝-钢等的异种金属材料焊接如图6所示,与传统熔焊方法相比,焊接接头的性能显著提高。
3.激光焊接高效化的工程应用
近年来激光焊接在汽车白车身的装焊、中厚板的焊接与切割、镀层管板的切割、管线铺设工程、船舶制造中都取得工业化应用新进展,且运行成本不断下降,对传统加工方法的改进或替代、生产效率与产品品质的大幅提升,构成了对激光加工技术有力的需求驱动。
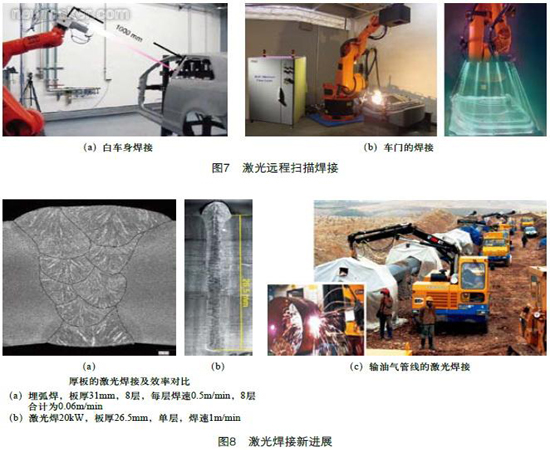
图7是近年来推广中的激光远程扫描焊接,所采用的光纤激光器以高光束质量获得快速扫描焊接的高生产效率。图8给出了高效率激光厚板焊接、输油气管线激光焊接的新进展,亦从新技术发展的角度体现了高效优质“竞争力”的具体内涵。
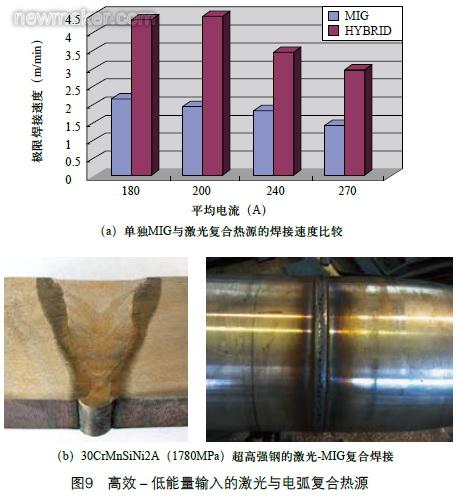 另外,值得注意的是激光与电弧的复合热源在提高焊接速度方面的工程意义。例如,激光-TIG复合热源的焊速可以达到激光焊接的两倍以上,这在常规TIG焊难以做到;而激光-MIG复合热源的焊速则比单独MIG提高了一倍以上(见图9)。在工艺特点上可表达为:
另外,值得注意的是激光与电弧的复合热源在提高焊接速度方面的工程意义。例如,激光-TIG复合热源的焊速可以达到激光焊接的两倍以上,这在常规TIG焊难以做到;而激光-MIG复合热源的焊速则比单独MIG提高了一倍以上(见图9)。在工艺特点上可表达为:
①高效节能;
②增加熔深;
③可进行高速焊;

4.激光切割的新动态
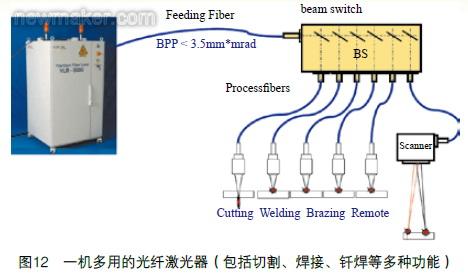
高的激光功率和光束质量对材料的切割关系密切,切口窄、热影响区小、无挂渣以及高切割速度等是激光切割工艺具有的特点。图10是激光切割的示例。图11是三种不同激光器对不同厚度不锈钢板材切割的速度对比。同时,一机多用的激光设备为制造业用户带来更大的方便和效益(见图12)。
④调节两种热源参数,可改善焊缝成形,热影响区小;
⑤提高了坡口间隙的允许公差,更加容易跟踪焊缝。这一优点对于超高强钢、超细晶粒钢、高强铝合金等焊接时低能量输入要求具有重要的应用价值。


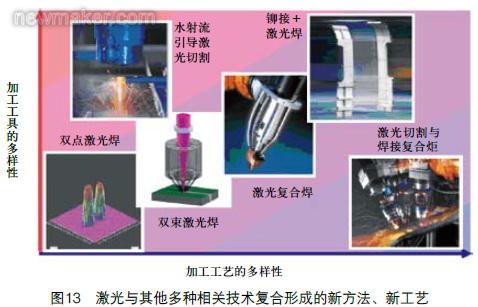
三、激光与其他工艺复合的共生态
当前,在激光复合工艺的发展中已出现了如双点或双束激光的复合、激光与电弧的复合、激光与搅拌摩擦热复合以及激光与电阻热复合等形式;并呈现与其他相关技术结合及功能延伸的趋势,如与水射流、铆接等结合而形成的新工艺(见图13)。2122
激光加工对传统工艺的牵引与提升,是在工业领域具有可持续发展生命力的表征。其高质量、高精度、低变形、高效率以及运行成本不断降低等诸多优点为传统工艺所无法比拟。随着新一代大功率激光装置的开发,激光加工在机械制造、航空航天、兵工、船舶制造、汽车制造、压力容器制造等支柱产业中的应用将越来越广泛。