
激光焊焦点位置
离焦量
激光束的焦斑功率密度并不等于作用于工件的光斑功率密度,后者还取决于激光焊焦点平面与工件表面的相对位置(离焦量),此位置对激光焊过程有显著的影响。离焦量是指光束激光焊焦点平面与被照射工件表面的距离。当激光焊焦点面位于工件表面之上时,为正离焦;反之为负离焦。图5-19所示为在一定条件下,焊缝熔深与离焦量的关系曲线。
研究结果同时表明:当焦斑远离工件表面或过于深人工件表面内部时,焊缝熔深不够,深宽比较小。当焦斑位于工件较深部位时会形成V形焊缝;当焦斑在工件以上较高距离时会形成“钉头”状焊缝,且熔深减小。当焦斑深人工件表面以下一适当距离(0一lmm)时,方能得到熔深最大、缝宽较窄的理想焊缝。金刚石锯片的焊接一般采用负离焦,激光焊焦点与被焊材料表面的距离约为板厚的1/3。采用激光功率为80OW焊速为1071mm/min,在不同高度的位置上进行正、负离焦焊接,得出的不同离焦量的焊接断面照片如图5-20所示,由此测得的熔合参数见表5-11.
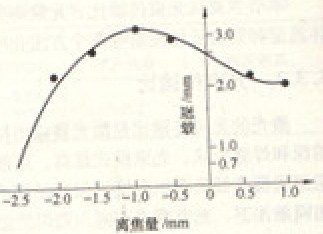
图5-19焊缝熔深与离焦量的关系

a b c

d e f g
图5-20 离焦量不同时的焊接断面组合照片
a)离焦量为一3mm b)离焦量为一2mm c)离焦量为一1mm d)离焦最为0
e)离焦量为1mm f)离焦量为2mm g)离焦量为3mm
表5-11 离焦量不同时的熔合参数
离焦量/mm -3 -2 -1 0 l 2 3
熔深/mm 0. 18 0. 86 1 .11 0.99 0.82 0. 88 0.16
缝宽/mm 0. 26 0.74 0.80 0.74 0.71 0. 75 0.21
深宽比 0.69 1 .16 1 .39 1 .34 1 .15 1 .17 0.76
激光深熔焊接是通过小孔效应来完成的,小孔的形成伴有明显的声、光特征。激光焊接钢件未生成小孔时,工件表面的火焰是橘红色或白色的;一旦生成小孔,火焰变成蓝色,并伴有爆裂声(由等离子体喷出小孔产生)。所以,实践中总结出这样一种方法:先将工作台上的待焊工件在激光束作用下产生小孔效应的纵向上、下位置范围确定出来(以试验出蓝光、有爆裂声为准),并取此位置范围的中间点作为激光焊焦点零位置的近似点(即认为此时激光束的焦斑平面正好在工件表面上);再以这个位置为起点,改变工件在工作台的上、下位置(离焦量大小)进行激光焊接;最后定量分析焊接结果,从而找出对待焊工件合适的离焦量数值。