
激光焊接速度
当激光功率一定时,焊接速度成为影响焊缝强度的主要因素。激光深熔焊时,焊缝熔深几乎与焊接速度成反比,焊缝熔深及宽度随焊接速度的加快而减小。焊接速度太快,气体来不及逸出,焊缝中易产生气体,且熔深浅,不能焊透;焊接速度太慢,生产率低,成本高,热影响区常因过热晶粒粗大而脆断,工件变形也大;焊接速度过低则会使材料过度熔化、烧损和焊穿,刀头材料烧损严重,热影响区宽,焊缝强度降低。
确定焊接速度的上限是为了防止金属未熔透和自淬火速度过快以致不能流动和融合,否则熔化的金属会趋向于仅沿焊件顶端形成金属珠。而焊速到达低限速度且低至一定值时,穿透等离子体到达小孔底部的激光功率密度过小,不足以汽化材料,蒸气压不足以维持小孔,使小孔崩溃,焊接过程变为传导型焊,过量的热传导引起焊道向侧向扩展,使热影响区扩大,过多的功率吸收还会引起材料局部的蒸发损失。对于给定的激光功率,存在一个维持深熔焊接的最低焊接速度,在此最低焊接速度下的熔深为给定焊接条件下的最大熔深。从图5-24中可看出焊缝熔深、熔宽与焊接速度的关系:熔深、缝宽均随焊速的增加而减小,当焊接速度大于15 mm/s时,焊缝厚宽比大于1.
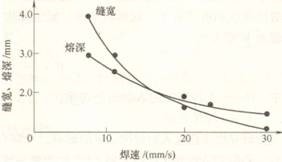
图5-24焊缝熔深、熔宽与焊接速度的关系
激光功率与焊接速度影响熔图5-24焊缝熔深、熔宽与焊接速度的关系深和缝宽,进而影响焊缝强度,如图5-25所示。焊接速度一定时,焊缝强度有一临界区。当功率低于其下限值,强度随着功率的提高而增加,这是因为随着功率升高,熔深增加而强度增加的缘故;当功率大于临界区的上限时,强度反而随功率的增加而降低。这可以做如下解释:过高的功率烧损了焊缝区的合金元素,使焊缝的强度和力学性能下降,也因为高的焊接功率使焊缝成形恶化,表面孔洞增多,强度下降。过高的焊接速度会使强度降低,这是因为焊缝中的气孔增多,有效承载面积减少从而使强度降低。焊接速度同激光功率一起影响着焊缝熔深。在不影响小孔效应的前提下,可以使激光功率维持在某一临界值,而通过控制焊接速度来调节焊缝熔深,从而使激光器输出窗口承受尽可能小的功率密度,达到延长窗口使用寿命的目的。
图5-25激光焊接Fe基合金时激光功率及焊接速度与焊缝强度的关系曲线