
激光焊接热输入
由于粉末冶金材料内部存在孔隙,其结合强度远比熔炼材料要低,在保证焊缝熔深的条件下,必须采用最低的热输人,以减小焊接热影响区。焊接热输人是激光作用于焊接方向单位长度的能量,是能量是否有效利用的重要参数。激光深熔焊的全熔透曲线和板厚有关,对厚板来说,稳定深熔焊曲线应当包含全熔透曲线。焊接热输人w定义为
W=P/V (5一1)
式中 P----工件表面的人射激光功率;
V----焊接速度。
为研究焊接热输人对焊接结果的影响,考察Co粉末材料激光焊热输人与熔深的关系,采用EFA51型C02激光器,f/5的聚焦系统,在厚度分别为3.4mm的纯Co烧结试样板上进行试验。小孔上空的等离子焰用侧吹He气压缩,气流与工件表面成45”角,主吹氩气保护熔池,以背面出现均匀等宽的背面焊缝为刚好全熔透焊缝。 产生全穿透焊接的热输人与激光功率和焊接速度均成函数关系,在激光功率一定时,可得到一个最小热输人的焊接速度。同理,在焊接速度一定时,也可得到一个最小的热输人功率。随着激光功率和焊接速度按一定比例增加,可以得到窄而深的焊缝且热输人减少,而随着焊接速度的减小和功率的增大,焊缝熔深变浅。
取激光功率为0.8一1.3kW,调节焊接速度和离焦量,板厚3mm恰能得到全焊透,很出一系列全焊透条件下的热输人。结果表明,激光功率为1.2kW时,热输人w有一最小值,此时v=15mm/s, W=0.8kJ/cm,焊缝的深宽比最大。取热输入为0. 6kJ/cm的进一步的试验发现,焊缝熔深随激光功率而变化,在同样的热输人条件下,焊缝熔深随激光功率的提高而增加,而缝宽却几乎保持不变。因此,对基于小孔效应的焊接方法而言,提高激光功率密度对增加焊缝熔深的作用要比减小焊接速度的效果明显。在4mm厚试样表面扫描焊缝,得出焊缝熔深与热愉人有若干对应的分散点,焊接热输人包络曲线,即最小热输人的曲线如图5-26所示,通过计算分析得出包络线的数学表述为
H=一0.32+3.6w0.25 (5-2)
式中H--焊缝熔深(mm);
w--热输人(kJ/cm)。
一个实际焊接中所给定的参数的数据落在这个曲线上都可认为是一种好的参数状态,若选定的数据处在图5-26中的包络曲线下,则可认为这个焊接系统的能量利用效率较低,这就要分析是否由激光传输系统或聚焦系统以及其他方面的因素引起。值得注意的是,在大部分实际的激光深熔焊中,所选定的数据均略在图5-26中的包络曲线之下,但这些焊接参数仍是可接受的。对激光深熔焊来说.大功率、高速度可以使激光的有效利用率提高,而且采用较高的激光功率能够得到更大的稳定深熔焊的焦点位置范围。当然,这种激光功率的提高有一定的限度,因为过高的激光功率使等离子体对激光的吸收加强,反而会降低熔深。实际上,当激光功率很小时,通过降低焊接速度也可以获得较大的热输人。
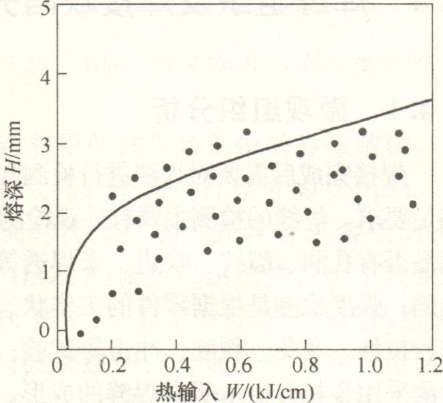
图5-26 Co粉试样激光焊缝熔深
与焊接热输人的关系