星鸿艺激光
专注激光焊机制造十余年
138-2321-4462
首页
关于星鸿艺
产品中心
新闻动态
解决方案
样品展示
客户服务
联系我们
公司新闻
行业新闻
激光设备信息
激光设备分类介绍
—— 激光设备信息 ——
轻质结构的激光焊合烽
文章类别:激光设备信息 录入日期:2012-07-20
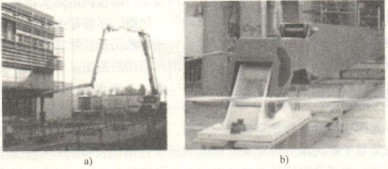
轻质结构的激光焊合烽由于可以制造轻型结构,在不同的工程应用中高强钢的重要性日益显现。车载水泥泵使用这些合金钢(见图4-39)减少了使用钢板的厚度,这样可分别降低净重或增加荷载能力。按惯例,这些结构是采用手工气体保焊焊接的。在这种情况下,必须采用多道焊。这一方面.高的热输人导致残余应力和变形;另一方面,焊道的退火作用,经常降低焊缝的强度和韧性。而且,也导致更多的加工时间。在研究高效和自动化的生产过程…
镀锌钢板的搭接焊
文章类别:激光设备信息 录入日期:2012-07-20
镀锌钢板的搭接焊激光焊已经很好地用于车体制造,但镀层钢板的搭接焊到现在为止仍然有问题。特别是有低熔点和汽化点的元素存在时,如锌是作为钢板的防腐而使用的,在焊接期间能够导致其突然汽化而影响焊缝的性能。焊缝质址的改善仅由钢板之间问隙来保证,而且间隙的宽度必须限制以保证得到完整的接头。因此,焊缝坡口边缘的制备代价很高。为了保证锌蒸气的逸出,另一个解决的策略是扩大小孔的有效断面或焊道体积。图4-37激光&…
可硬化钢材的焊接性
文章类别:激光设备信息 录入日期:2012-07-18
可硬化钢材的焊接性激光束的最重要特性之一是高的聚焦亮度,与传统焊接方法相比,焊接速度非常高,因而传递给材料的能量仍然是小的,能够减少和避免焊接结构的变形。然而,高的焊接速度导致使某些材料具有高的硬度值,冷却速度太快导致在焊缝内形成裂纹。’这个问题对于激光焊接碳含量大于0.25%(质量分数)的碳素钢和碳含量超过0.2%(质量分数)的低合金钢是非常重要的。应用于动力机车的重要级别的钢通常是…
剪裁板的焊接和多道烽烽缝的几何形状
文章类别:激光设备信息 录入日期:2012-07-18
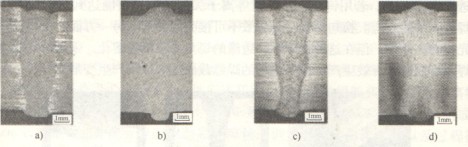
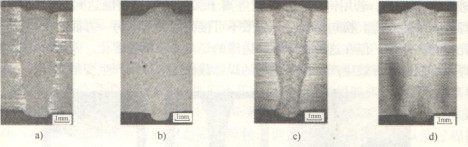
剪裁板的焊接和多道烽烽缝的几何形状激光复合焊有效地解决工业焊接问题的实例是剪裁板的焊接.如不同板厚钢板的拼接等。通常,钢板是以对接接头的角焊缝连接的。在这种情况下,由于激光束小的聚焦半径和少量的熔化材料,仅能在很小间隙下进行焊接.因此导致对坡口制备、激光束和钢板之间的定位、以及夹具装里的严格要求。图4-35a所示为板厚分别为1mm和2mm铝板的Co:激光焊缝。而采用合适的等离子弧作为次要热裸的激光…
激光复合焊技术的应用
文章类别:激光设备信息 录入日期:2012-07-18
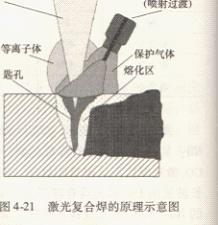
激光复合焊技术的应用复合焊已经有了许多应用,复合激光焊接头已实现商品化,主要用于汽车和造船工业。除了改善工艺稳定性和效率,以及减少投资和运行成本外,许多激光复合焊能够解决单激光焊不能成功解决的问题。激光复合焊的应用中表明,激光束与其他热源联合使用的方法拓宽了连接材料的激光应用范围。激光复合焊的两个主要领域是汽车和造船工业。汽车工业是大批量生产的工业,而造船工业则是以每条船几公里长焊缝为特征的。在汽…
激光与电弧的相互作用
文章类别:激光设备信息 录入日期:2012-07-17
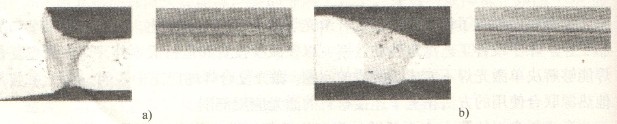
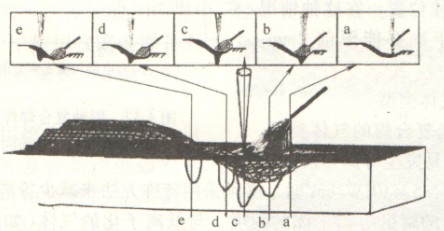
激光与电弧的相互作用(1)熔池的形状在传统焊接中,高能电弧将产生反冲汽化力导致熔池的杯形特征的焊缝。如图4-33所示,采用摄像的方式显示了激光束位置相对于杯形焊缝移动时.激光复合焊熔池的形状变化。图4-33激光复合焊的熔池形状如果激光移动到由次要能源产生的等离子弧中,穿透明显降低,如图4-33前面的次序所示。最佳的位置恰好为位于电弧内,但仍然在围绕电弧的金属蒸汽或等离子云内,在图4-33中由于激光…
激光焊接与感应热源复合焊接
文章类别:激光设备信息 录入日期:2012-07-17
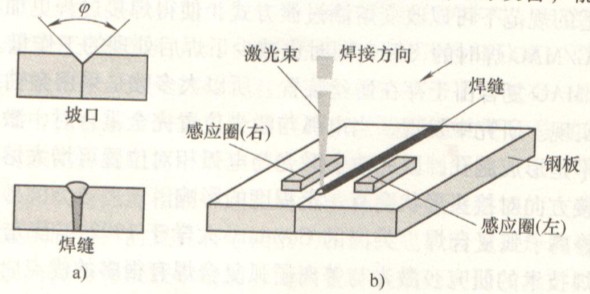
激光焊接与感应热源复合焊接1.激光与感应热源复合焊。在激光-电弧复合焊改善的同时,更多的次要热源被引人了激光复合焊,如感应加热等。相应的工艺--感应激光焊已经用于工业中如图4-26b所示。这样的配置使激光焊接质量有很大的改善,能控制焊接冷却速度,能够焊接碳含量较高的钢,如热处理钢、弹簧钢和工具钢等,且无裂纹产生。图4-26分离作用的复合焊a)坡口和相关的激光-电弧方法b)激光-感应复合焊2.激光和…
激光焊接复合焊的发展
文章类别:激光设备信息 录入日期:2012-07-13
激光焊接复合焊的发展人们对激光焊接的研究从20世纪60年代激光器诞生不久就开始了,从开始的薄小零件或器件的焊接到目前大功率激光焊在工业生产中的大量的应用,经历40多年的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、国防工业、造船、海洋工程、核电设备等领域,所涉及的材料涵…
激光焊接机接头气体保护和压力
文章类别:激光设备信息 录入日期:2012-07-12
激光焊接机接头几何形式当采用激光焊接两个焊件时,要考虑如下问题。1)什么焊缝最适合于所焊的焊件,或者说,焊缝能够满足什么要求。2)焊前坡口的准备要求。激光焊接机焊缝有各种不同的形式,选用何种焊缝形式主要考虑接头的焊接性以及承载能力,表4-2给出了激光焊各种接头的形式、特点和应用范围。表4-2激光焊接头形式焊缝形式特点翻边焊缝接头焊缝准备简单承载能力不强激光可焊到性好接头刚性好I焊缝接头准备要求高承…
激光焊接深熔焊接技术
文章类别:激光设备信息 录入日期:2012-07-11
激光焊接深熔焊接技术一:激光焊接深熔焊接参数(I)临界功率密度和临界功率深熔焊时,功率密度必须达到足够高的能量密度才能产生匙孔效应。产生匙孔效应的最小功率密度称为临界功率密度q。;相应的激光功率,称为临界功率。临界功率密度与焊接速度有关,激光平均功率与激光光斑的有效截面半径(俗称焦斑半径a)有关。因此,焦斑半径和焊接速度的大小,都会影响到临界功率密度和临界功率的数值。例如,当焊接速度为10mm/s…
共
60
条记录
首页
上一页
4
下一页
末页
10
条/页,共
6
页
友情链接
申请链接
铝型材加工中心
不锈钢门
金属激光切割机
塑胶模具
激光焊接机
光纤激光打标机
柴油发电机组
激光划片机
Copyright © 2018 版权所有:深圳市星鸿艺激光科技有限公司 All rights reserved.
粤ICP备11072191号